







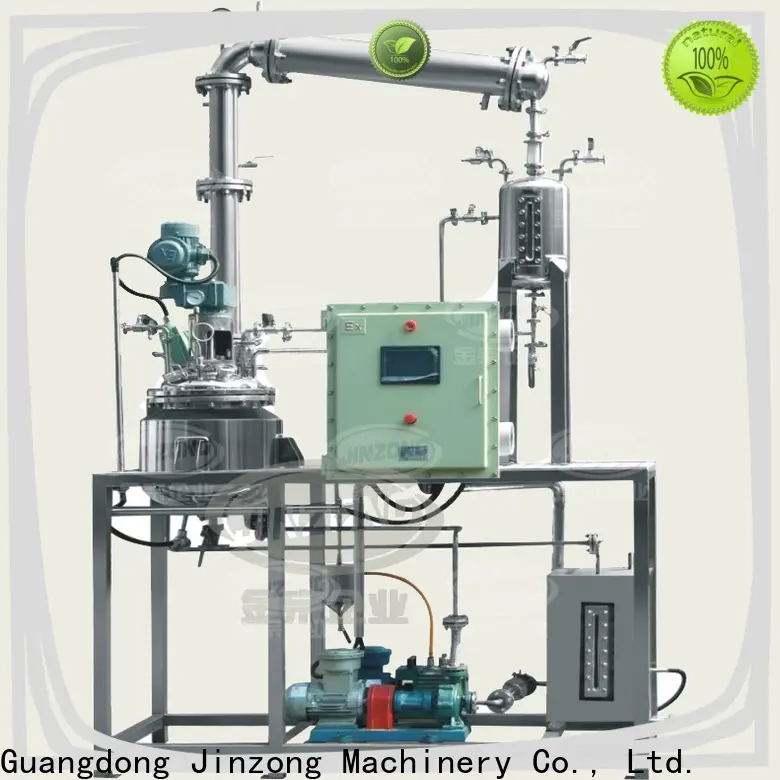



Esterification reaction is an important type of organic chemical reaction, usually referring to the process in which alcohols react with carboxylic acids (or anhydrides) under the catalysis of acids or bases to form esters and water. This reaction is widely used in food processing, chemical industry, medicine, essence, spices, coatings and other industrial production fields.Esterification reaction, as a key link in chemical production, has always been a focus of industry attention in terms of production efficiency and quality control. The reaction process requires precise control of parameters such as temperature, pressure, and stirring speed, providing a stable and efficient reaction environment for esterification reaction. In the actual production of esterification reactions, there are often many problems such as low space utilization, uneven stirring, low reaction efficiency, insufficient utilization of heat energy, and single production conditions.After years of research and technological breakthroughs, Jinzong Enterprise has launched an intelligent esterification reaction production line, which completely solves the above pain points, promotes the digital upgrade of esterification reaction production, helps customers reduce costs and increase efficiency, and creates new quality productivity.1、 Structural compositionThe Jinzong esterification reaction intelligent production line consists of multiple core modules, including an efficient preheating system, intelligent reaction kettle, automated stirring device, high vacuum system, heat recovery system, and intelligent control system.Efficient preheating system: By efficiently preheating the reaction materials, the reaction time of the materials in the reaction kettle is shortened, while avoiding the thermal degradation side reaction of the products and improving the product yield.Intelligent Reactor: Equipped with a built-in heating device and advanced sensors, it can monitor reaction temperature, pressure, and other parameters in real time to ensure precise control of reaction conditions.Automated mixing device: equipped with a high-precision mixer, it can automatically adjust the mixing speed and angle according to the reaction requirements, achieve uniform mixing of materials, and improve product quality.High vacuum system: With vacuum pump as the core, it consists of vacuum measuring device, vacuum pipeline and valve, condensing device, buffer tank, filtering device and control system, etc., creating a high vacuum environment for esterification reaction, improving reaction efficiency and product quality.Thermal energy recovery system: Utilizing advanced heat exchange technology, the waste heat generated during the reaction process is recovered and reused, significantly improving energy utilization efficiency.Intelligent control system: With DCS process control system as the core, coupled with MES formula management system, SIS safety interlock system, ESS emergency shutdown system, it realizes the automation, intelligent monitoring and optimization of the production process.The functions include: automatic recipe management, metering and addition, equipment operation, conveying and packaging, storage and palletizing, equipment operation and monitoring, fault grading alarm, fault interruption handling, equipment load analysis, equipment working condition warning, equipment maintenance guidance, remote uploading and downloading, etc.2、 Functional FeaturesHighly automated: From material preheating, reaction control to product collection, the entire production process has achieved fully automated operation, reducing manual intervention and labor intensity.Precise control: Through advanced sensors and control systems, parameters such as reaction temperature, pressure, and stirring speed can be precisely controlled to ensure the stability and consistency of reaction conditions.High vacuum: accelerates the reaction process, prevents reverse reactions, and improves production efficiency; Remove impurities and by-products to improve the quality and purity of the product; Prevent oxidation and hydrolysis to ensure the stability of reactants and products; Facilitating material transportation and improving safety.Data driven optimization: Utilizing big data analysis and artificial intelligence technology to collect real-time production data, optimize production processes, predict and prevent potential problems, and further improve production efficiency and product quality.Flexible production conditions: reaction parameters and equipment configuration can be quickly adjusted according to the needs of different esterification reactions to meet diverse production requirements.Prefabricated: The production line realizes modular assembly, greatly reducing installation and debugging time. The project production time is advanced by about 60%, providing assistance for customers to quickly seize the market. 3、 Advantages and highlightsSignificantly improving space utilization: adopting compact reaction equipment and vertical arrangement design, greatly reducing the footprint and improving the utilization efficiency of production space.Uniform stirring and high reaction efficiency: The automated stirring device can adjust the stirring method in real time according to the reaction requirements, ensuring thorough mixing of materials and significantly improving reaction efficiency.Energy conservation and consumption reduction: The thermal energy recovery system recovers and reuses the waste heat generated during the reaction process, reducing energy consumption and production costs.Safety and environmental protection: The intelligent control system can monitor various parameters in the production process in real time, detect and handle abnormal situations in a timely manner, and ensure the safety and reliability of the production process.Stable Quality: The application of high vacuum systems, precise control, and data-driven optimization ensure high consistency and stability in product quality, reducing the rate of defective products.Easy to clean: The cleaning component of the stirring blade can scrape off the adsorbed raw materials on the inner wall of the reaction vessel, reducing the difficulty of cleaning for users and facilitating the cleaning of the inner wall of the reaction vessel.4、 Application FieldsThe Jinzong esterification reaction intelligent production line has strong applicability and can be widely used in multiple industries, mainly including the following aspects:Food industry: In the food industry, esterification reactions are used to manufacture food flavorings. For example, the esterification reaction between ethanol and acetic acid can produce ethyl acetate, a compound with an aromatic odor commonly used for seasoning and enhancing the flavor of food.Spice manufacturing: Ester compounds are the main components of many natural and synthetic fragrances. Through esterification reactions, ester fragrances with specific aromas can be synthesized to meet people's needs for different fragrances.Coatings and plastics industry: Some ester compounds have good film-forming and weather resistance, and are therefore used as raw materials for coatings and plastics. Through esterification reactions, ester compounds with specific properties can be synthesized to meet the needs of the coatings and plastics industries.In the pharmaceutical field, esterification reactions are involved in the synthesis of many drug molecules. The Jinzong esterification reaction intelligent production line, with its precise control ability and efficient production efficiency, can provide important support for pharmaceutical production.Organic synthesis: Esterification reaction is one of the important methods for constructing carbon carbon and carbon oxygen bonds in organic synthesis. Through esterification reaction, various ester compounds can be synthesized, which are widely used in pesticide, dye, medicine, essence, spice and other fields.Supported by specialized and innovative enterprises, the quality of service is guaranteedJinzong Enterprise was founded in 1999 and has over 20 years of experience in the production, research and development, design, and installation of food and pharmaceutical equipment. It has a design and marketing service center in Guangzhou and has two production factories and a provincial-level engineering technology research center in Zhaoqing National High tech Zone. Jinzong Enterprise has the qualifications for manufacturing special equipment pressure vessels and installing pressure pipelines (GC2), and is a national high-tech enterprise and a provincial-level specialized, refined, and new enterprise. Jinzong Enterprise has two provincial-level famous brand products, dozens of product patents, software copyrights, and provincial-level high-tech products. It has passed the national intellectual property standard certification ISO9001-2015 international quality system certification, EU CE certification, and five-star after-sales service certification. It has been rated as a "Guangdong Province Contract abiding and Creditworthy Enterprise" by the Guangdong Provincial Administration for Industry and Commerce for many years. With strong technical research and development capabilities and guaranteed service credit, it has customers in more than 50 countries and regions around the world, and has gained widespread recognition and support from more than 2000 large and small enterprises at home and abroad. To do a good job, we must first sharpen our tools. "Jinzong Enterprise adheres to the concept of" quality is like gold, craftsmanship is the master "and provides advanced and automated production lines to manufacturing factories. We welcome friends from home and abroad to visit and guide us.
Read More>>
All Products
- PRODUCT Supplier
-
Quality Pharmaceutical produciton equipment
-
Buy Filling & Package Equipment Supplier
-
Storage Tanks and Vessels Factory
-
Quality Chemical reaction and mixing plant Supplier
-
Customized Paint & Coating Production Equipment
-
Hot 推广不显示 Supplier
-
Packeage equipment Supplier
-
Tube filling and sealing machine For sell
-
Dispersing and mixing tank and vessel Wholesale
-
Best Others Supplier
-
Best Accessories for Machinery
-
Buy RO Pure Water Equipment
-
Best Storage Tanks and Vessels
-
Labeling Machine Wholesale
-
Others Filling & Package Equipment Factory
-
Weighing filling machine Warranty
-
Best Cosmetic/food/pharmaceutical filling machine Bulk
-
Customized Turnkey project for pharmaceutica factory Factory
-
Turnkey project for food factory For sell
-
Hot Food production equipment
-
Hot Others Food and pharmaceutical Production Equipment Exporter
-
Quality Turnkey project for paint&coating factory
-
Top Miller and grinder
-
Laboratory equipment For sell
-
Best Others Paint & Coating Production Equipment Bulk
-
Buy Dissolver and disperser Supplier
-
Pharmaceutical produciton equipment Exporter
-
Certificated PRODUCT For sell
-
Chemical Processing Machine Manufacturer
-
Pharmaceutical and Food Processing Machine For sell
-
Quality Cosmetic Processing Machine
-
Paint and New Energy Processing Machine Exporter
-
Intelligent Production System Company
-
Top Pharmaceutical and Food processing machine
-
Cosmetic processing machine Bulk
-
Quality Chemical Processing Machine Company
-
Paint and New Energy processing machine Wholesale
-
Top Pharmaceutical and Food processing machine Bulk
-
Certificated Intelligent Production System Warranty
- Quality Paint and New Energy processing machine
-
Buy Pharmaceutical processing machine Exporter
-
Customized Cosmetic processing machine
-
Chemical Processing Machine Wholesale
-
Chemical Processing Machine Manufacturer
Similar Products
Relevant Articles
Jinzong esterification reaction intelligent production line, embarking on a journey of cost reduction and efficiency improvement
"Urgent customer's urgency" shows responsibility, and meticulous service wins praise!
On May 28th, the company received a letter of thanks from a customer, highly praising the work and performance of our service team. After learning about situation, it turned out to be like this:The old customer Zhaoqing Guotu New Materials Co., Ltd. (hereinafter referred to as Guotu) needs to carry technical transformation of the 303 and 304 reactors in one of its original production lines due to the expansion of production and the adjustment of the process of new RD products. However, due to the busy production tasks, the time for transformation is very urgent, and the transformation of the core equipment of the original production line is restricted by multiple, which is extremely difficult. Not only is it necessary to make full preparations, but also a professional, responsible, efficient and intelligent technical engineering team is needed to ensure the completion of task.When our after-sales service department received the task, it immediately allocated technical workers to form a team, relying on their profound professional quality, to overcome technical; in the process of process operation, they strive for excellence, not missing any details, and give full play to the spirit of innovation, optimize the process, improve work efficiency, at the same time, in order to rush the progress, the team took the initiative to work overtime without complaint, and finally completed all the work efficiently and with high quality in advance the time specified by the customer, which laid a solid foundation for the stable operation of the customer's production and won the customer's affirmation and praise.After the company received the thank-you letter, it also immediately affirmed the efforts of the staff and gave corresponding commendations, hoping that all staff members will to carry forward the spirit of craftsmanship and service consciousness that the company has always advocated, and achieve the sense of mission of "respecting the customer" and "being anxious for customer" at any time.Here, the company and all the staff would like to express our most sincere gratitude and respect for the trust, support and praise of Zhaoqing Guot New Material Co., Ltd.! We would like to express our most sincere gratitude and respect to all the customers and friends from all walks of life who trust and support Jinch! Wishing you all a healthy Dragon Boat Festival, a prosperous snake year and a prosperous business!
Read More>>
The 92nd API China was successfully concluded, and Jinchong Enterprise returned with a full load
On May 23, 2025, the 92nd China International Pharmaceutical Raw Materials Exhibition (API China) came to a close the China Import and Export Commodities Exhibition Complex in Guangzhou. The event brought together nearly 4,000 pharmaceutical and health-related enterprises from across the, more than 500 industry experts, and 200,000 professional visitors, covering an exhibition area of 170,000 square. It focused on the collaborative development of the entire pharmaceutical industry chain, promoting the strengthening and supplementing of the supply chain and the deep integration of the innovation chain.Jin Zong, as a leading enterprise in the field of pharmaceutical equipment, made a splendid appearance with a variety of high-performance synthetic reaction intelligent pharmaceutical, fully demonstrating its technological advantages in optimizing pharmaceutical processes, energy saving and consumption reduction, and safe production, providing customized solutions for efficient and reliable synthesis of raw materials and intermediates which has attracted much attention and praise from many industry experts and pharmaceutical enterprises on the spot. Many visitors expressed full affirmation of its performance and innovation after experiencing Jin Zong's, and many enterprises expressed their intention to further cooperate.Zhong Fulu, general manager of the Pharmaceutical Equipment Business Division, said in an interview with the media: "API China is an important platform linking the global industry. We look forward to enhancing the core competitiveness of pharmaceutical enterprises through technological innovation and collaborative cooperation, and jointly promoting the high-quality development of China's pharmaceutical equipment.As a leading industry event, API China continues to inject momentum into industry innovation. By participating in this exhibition, Jinchong Group has further consolidated its brand influence In the future, it will continue to increase R&D investment and continuously innovate, with better quality products and services, to contribute more to the development of the global pharmaceutical and help customers build more intelligent and efficient future pharmaceutical factories.
Read More>>
Jin Zong Machinery makes an appearance at the Quanzhou Water Conservancy Technology Exchange Conference; innovative technology helps water plants save energy and reduce consumption
On March 28th, the Third Session of the Tenth Council (Expanded) of the Quanzhou City Water Supply and Drainage and the Advanced Technology Exchange Conference was grandly held. Experts, scholars, and representatives from the industry gathered to discuss the cutting-edge technology and development trends in the field of water and drainage. Zhou Xianping, General Manager of the Water Affairs Division of Guangdong Jinzong Machinery Water Co., Ltd., was invited to give technical lecture on "New Technology and New Patents to Create a New Breakthrough in Energy Saving and Water Saving at Water Plants". He focused on introducing new coating-corrosion technology for the upper end of the inclined tube in the sedimentation tank, automatic flushing device for the inclined tube surface, and the self-controlled flip- cover system, providing innovative solutions for the efficient operation and energy saving of water plants and the development of new productive forces.Innovative flushing device, overcoming the challenge of cleaning diagonal pipesThe traditional cleaning of the inclined tubes in sedimentation tanks relies heavily on manual labor, which not only has low efficiency and poor cleaning results but also easily damage to the inclined tubes. Moreover, each cleaning requires the water level to be lowered to the inclined tube surface, resulting in significant water wastage. The automatic cleaning device for the tube surface of the sedimentation tank developed by Jin Zong Enterprise only needs a small amount of water to be discharged for cleaning, which has little impact on the normal operation of the plant. The device draws on the backflush technology of automated water treatment, using a power cart to drive a turbine device to form a water flow in the same direction, which was the inclined tube surface and promotes the discharge of settled matter to the sludge outlet. The gentle water flow will not cause damage to the inclined tubes, extending the service life of the tubes. This innovation greatly improves the cleaning efficiency, reduces labor costs, and saves water resources.Automatic control flip lid system, anti-algae sun protection anti-fall anti-terrorAt present, most of the pool groups in the water treatment process of water plants are open to the air, direct sunlight accelerates equipment aging, especially the for frequent replacement of plastic inclined tubes. Illumination accelerates the breeding of algae, causing secondary pollution to the water body, and the water plant needs a large amount of man and material resources to clean and prevent, and there are high safety risks in the cleaning process, and frequent water shutdown for cleaning has an adverse effect on the stability of water quality More seriously, algae may cause filter blockage, affecting the efficiency of water production, or even resulting in unfilterable conditions. In addition, there are also safety issues such as poisoning.The multi-functional self-control flip lid system for open-air pool groups independently developed by Jinchong Enterprise has perfectly solved the above problems. system covers the entire open-air part of the pool, effectively improving pool surface management, preventing equipment aging, convenient operation when opening, easy cleaning, improving water treatment efficiency, reducing costs, and enhancing the safety of the water plant; when the lid is closed, it solves the problem of algae caused by direct sunlight, reduces the frequency of cleaning, and prevents debris from polluting the water surface, improving the cleanliness and aesthetics of the pool surface. In addition, through the automatic flip lid design, the opening and closing operation of the adopts pneumatic control, making it more convenient and fast, no-electric contact improves the safety of maintenance and patrol, and effectively solves the problem of unmanned aerial vehicle poisoning other issues.The system has been successfully implemented in a number of water plants in Guangzhou, Shenzhen, Dongguan, etc., not only solving the of algal breeding caused by excessive exposure of the pool surface, but also achieving significant results in energy saving, safety improvement, and equipment maintenance, winning widespread praise. It is possible it will become a standardized application solution in the industry and a benchmark case for water plants to develop new productive forces and build intelligent water plants.Innovative sludge replacement technology to improve settling efficiencyIn response to the time-consuming and labor-intensive issues of traditional sloping pipe replacement, Jinzong Enterprise has developed a modular quick-replace solution, which shortens the construction time by more than 50%, significantly reducing maintenance costs and minimizing the impact on production. In terms of materials, Jinzong Enterprise selected new sloping pipe materials that are corrosion-resistant, ageing-resistant, and have a smooth surface; the installation process employs advanced construction techniques to ensure that the new sl pipes are installed flat and tied firmly, and a new coating anti-corrosion technology is used to greatly improve the sedimentation efficiency and service life, reducing operation energy consumption.After the lecture, the experts in the water industry, corporate representatives and other attendees had in-depth exchanges on technical details and practical applications. Many participants said these innovative technologies directly addressed the pain points of the industry and had important reference value for improving the operation and management level of water plants and developing new productive forces. Jinchong Enterprise insists on promoting industry progress through technological innovation. In the future, it will continue to deepen R&D, provide more intelligent and efficient solutions for the water industry, help companies reduce costs and increase efficiency, and achieve high-quality development.
Read More>>

